





By definition, emergencies are unplanned and unpredictable in timing.
The signals described below do not predict when a failure will occur or even if it will occur.
What they do indicate is where stress is already present in the system, often long before the unit returns to service.
Contractors are frequently the first to observe these early conditions. They work inside the vessel, see the shell and internals up close, weld the anchoring systems, and observe how materials behave under real installation and operating constraints, well before shell temperatures rise or alarms are triggered.
The following are practical, field‑observed indicators that technical crews routinely encounter during anchoring and refractory installation and that often precede future emergency repairs.
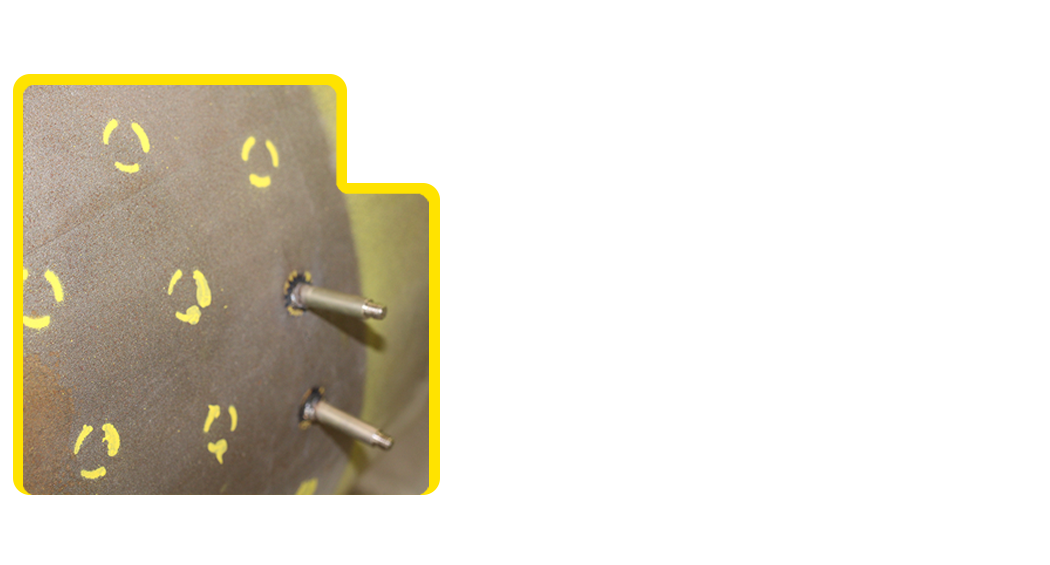 1. Anchor Layout Looks “Right on Paper”
1. Anchor Layout Looks “Right on Paper”
Drawings may specify compliant spacing and patterns, yet during installation contractors observe:
repeated adjustments to anchor locations,
interference with nozzles, stiffeners, or irregular shell geometry,
anchors being subtly repositioned to make the layout workable.
Why it matters:
Small layout deviations accumulate. Uneven anchor spacing leads to uneven load transfer, which frequently manifests later as localized cracking, anchor exposure, or premature lining loss.
 2. Excessive Grinding Required to Achieve Acceptable Welds
2. Excessive Grinding Required to Achieve Acceptable Welds
When installers spend unusual time grinding to get acceptable weld surfaces, it’s often explained as “poor steel condition.”
Why it matters:
Heavy grinding can indicate:
surface oxidation or contamination,
prior thermal damage,
localized corrosion at the weld interface.
These areas are common initiation points for anchor and weld degradation during service.
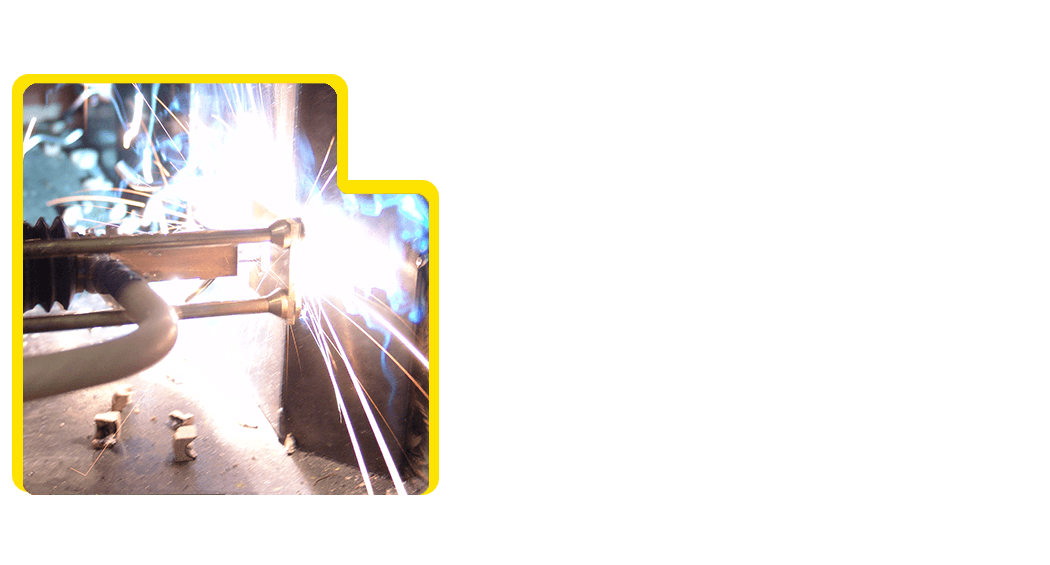 3. Welding Feels Inconsistent. Same Settings, Different Results
3. Welding Feels Inconsistent. Same Settings, Different Results
Experienced welders notice immediately when:
penetration varies from anchor to anchor,
arc behavior changes within a specific zone,
weld appearance differs despite unchanged parameters.
Why it matters:
Such inconsistencies often correlate with local shell condition, residual stresses, or previous damage, affecting anchor reliability long before refractory is installed.
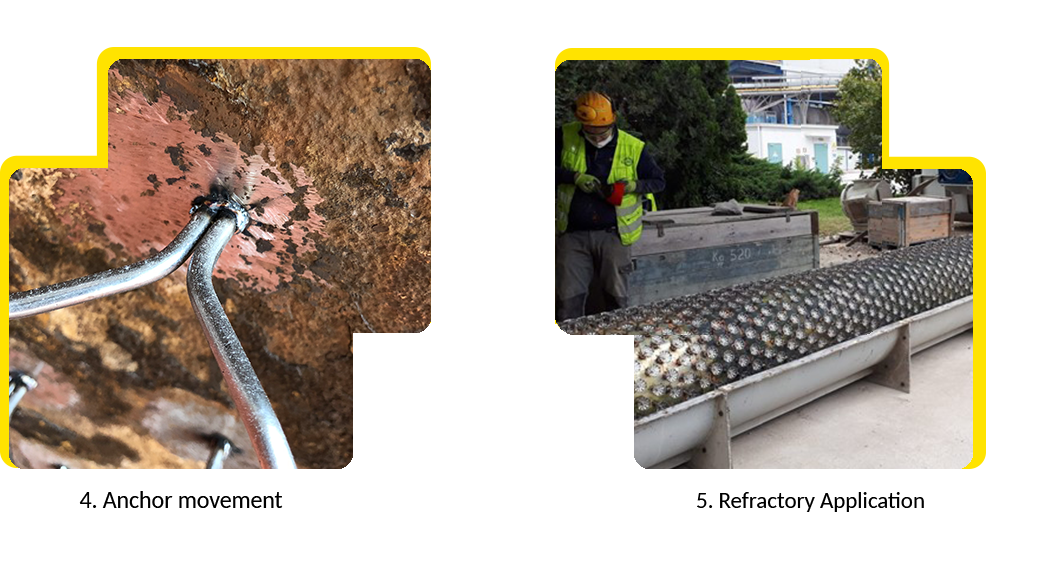
Even before refractory is placed, installers may sense that anchors:
flex more than expected,
fail to feel mechanically neutral,
resist alignment in certain areas.
Why it matters:
This can indicate local shell distortion or geometry mismatch, which later concentrates stress in the refractory lining during thermal cycling.
During casting or gunning, contractors may notice:
refractory slumping between anchors,
difficulty compacting material around certain zones,
areas requiring repeated touch‑ups.
Why it matters:
These are early signs of insufficient mechanical support or spacing inconsistencies. They often precede sagging, cracking, or void formation in service.

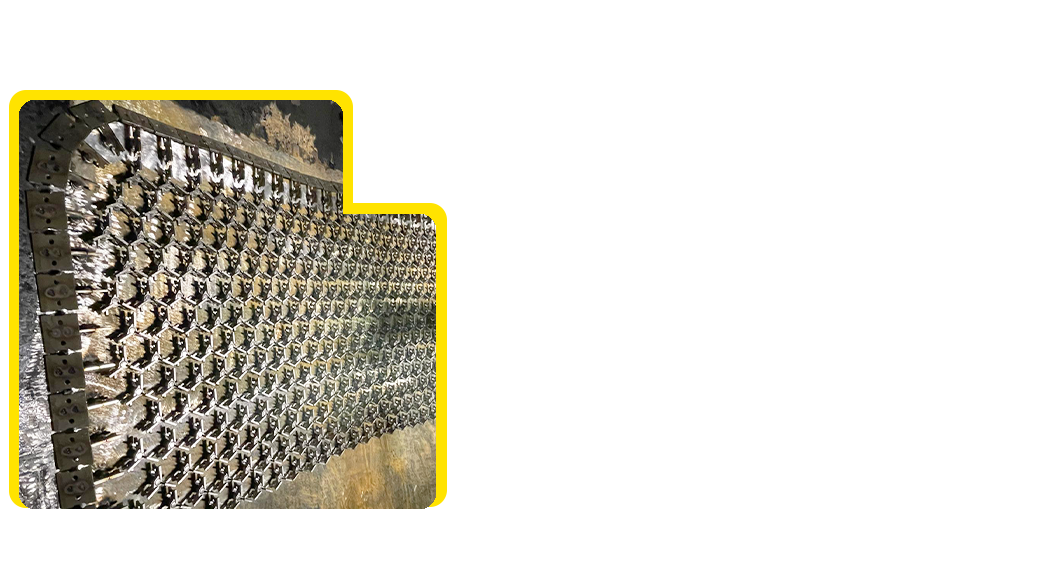
Installers frequently recognize zones where previous repairs have resulted in:
unusually dense, hard castable,
multiple interfaces between old and new material,
visible layering.
Why it matters:
These zones respond differently to heat. Differential expansion between repaired and original areas is a common trigger for anchor overload and lining separation.
“Yes, we do notice these things, especially during installations. We see it more often with hex linings than with castable systems using V‑anchors. Sometimes the hex is already spalled, but in many cases nothing is done about it at the time. We also occasionally find holes in the steel shell, which are usually repaired before anchoring continues.”
James Mackulin, SILICON Project Manager, Canada
 7. Corners, Edges, and Transitions Require Disproportionate Effort
7. Corners, Edges, and Transitions Require Disproportionate Effort
When corners, terminations, or inlets consistently slow installation, that’s more than a productivity issue.
Why it matters:
These areas experience:
higher abrasion,
complex thermal movement,
irregular load paths.
Zones that challenge crews during the installation are often the same locations where failures initiate later in service.
 8. Anchors Are Installed Correctly, but “Feel Too Rigid”
8. Anchors Are Installed Correctly, but “Feel Too Rigid”
Welders may describe an anchoring system as:
overly stiff,
unforgiving,
intolerant to minor alignment changes.
Why it matters:
Excessive rigidity limits the system’s ability to accommodate thermal movement. Over time, this transfers stress into the refractory lining rather than dissipating it.
Under tight shutdown windows, small compromises happen:
spacing slightly increased,
anchor orientation adjusted informally,
local deviations were left undocumented.
Why it matters:
Emergencies rarely result from a single big error. They develop when multiple small, undocumented deviations align under operating conditions.
This is often the most underestimated signal.
When experienced welders say, “We’ll be back here next time,” they are often right.
Why it matters:
Such statements are usually based on:
known geometric challenges,
repeated repair history,
persistent thermal or mechanical stress.
These observations are critical because anchoring systems often experience mechanical and geometric stress before the unit even starts operating.

"Many failures originate from small deviations that accumulate over time. Slight spacing adjustments, grinding that exposes degraded shell steel, or anchors behaving differently during welding are rarely issues on their own. But when several of these conditions align in the same area, they create stress concentrations that tend to show up later in service as cracking, localized spalling, anchor exposure, or lining separation."
Sam Warden, SILICON Commercial Project Manager and RAW Specialist, USA

If your team is preparing for a turnaround, shutdown, or repair window, involve anchoring specialists early. A focused pre‑weld review of anchor selection, layout, steel condition, and welding readiness can prevent delays, avoid premature lining damage, and keep the job on schedule.
Talk to our technical and sales teams to review your anchoring approach and discuss solutions for challenging conditions before minor issues escalate into emergency repairs.